 全国服务热线:13508716811
全国服务热线:13508716811



产品
联系我们
联系人:崔经理
电话:13508716811
邮箱:1716411711@qq.com
地址 :昆明市昌宏路天云五金机电市场6幢8号
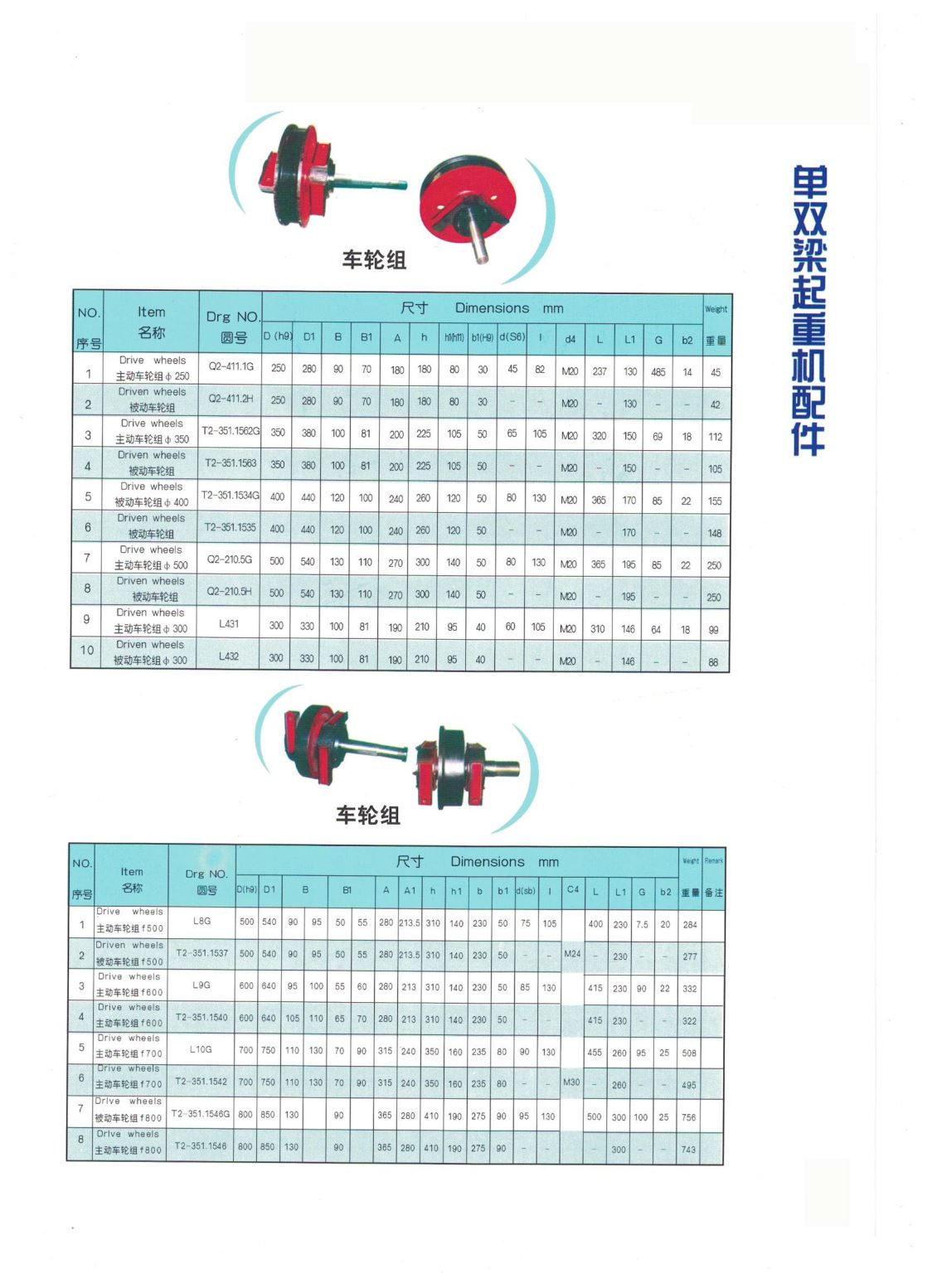
行车轮
昆明行车轮
起重机行车轮铸造工艺包括钢锭切割、加热、成形、轧制、压弯、冲孔、缓冷、粗加工、淬火、回火、预加工、精加工、探伤、喷丸和表面防护。
起重机行车轮铸造工艺——坯料准备
这种坯料有两种办法得到:一是将多坯钢坯或初轧坯用圆锯、使用的切锭机或热剪机切成单在制品块;二是直接选用单坯钢锭。现根本选用多坯钢锭,这是因为多坯钢锭与单坯钢绽比较,其优越性如下:
低落因为缩孔和金属夹其它所导致的大路活;
低落半成品的单重;
能应运工业化容积大的炉料来钢板角料车轴钢。
所以行车轮坯料预备的第一步即是钢锭切开,即使用钢锭锯切机将多坯钢锭依照单个车轮加工的需求堵截成钢坯。钢坯尺度准确能够确保钢坯分量的准确,在确保车轮实践尺度的前提下节约资料,削减加工余量,进而进步生产效率。
坯料加热对热变形进程有着决议性的影响,因而影响行车车轮的质量。在挑选坯料的加热办法时,有必要思考钢的化学成分、高温下的机械性能和压力加工时的变形特性。影响制品车轮质量的首要加热要素,是加热温度、加热速度和加热均匀性以及炉子气氛的特性。因为在热压力加工进程中,坯料要在整套机组上接连变形,因此就需求细心而均匀地加热坯料的整个断面,以确保技术进程各个期间都能达到需求的温度,在变形时防止因金属活动不均而使车轮的形状不正。内行车轮的轧制过程中,坯料加热的均匀性就比较突出了。整轧车轮有许多尺度需求操控,这些尺度之间是相相关的,只需车轮上某一有些发作变形,就会损坏与断面上其它非变形有些相相关的尺度。所以断面的变形有些按现行公役来说能够是合格的,可是假如与断面上其它有些相相关的尺度超出了规定的公役规模,那么车轮也将作废。

起重机行车轮铸造工艺——压轧成形
轮坯成形是压轧厂抛光工序中最犬牙交错的工序之一。成形烦恼机的模子,在自己的当中与四周,并成几个大各行其是的环形锥体空腔。
圆坯在成形烦恼机模子内压成形,便变为类乎车辕子犬牙交错外形的轮坯。在前方空腔充填过后,即形变为车身,而一鳞半爪空腔填实过后,即形变为车身。两部为之间的物品就形变为车辕子的辐板结构。为车辕子风格的因由,前方空腔和一鳞半爪空腔的每个侧壁都备有一定的斜度。在前方空腔上部和一鳞半爪空腔的底部,两侧壁是同样标准正的,而在前方空腔底部和一鳞半爪空腔上部,两侧壁的正标准就是相对的。从上、下模侧壁对精彩纷呈的反响来分析,前方空腔底部和一鳞半爪空腔上部都沿模子运营当中线标准的分烦恼难题着精彩纷呈使用空腔,而前方空腔上部和一鳞半爪空腔底部则相对。空腔的模样对精彩纷呈充填的扰乱是:前方空腔上部和一鳞半爪空腔底部的充填强度,大于下模子的前方空腔底部和一鳞半爪空腔上部,后几个大处所因侧壁反响的因由,使精彩纷呈轮流慢慢悠悠。和模子壁对精彩纷呈的烦恼殊途同归,模子与变化很大精彩纷呈之间的抵触力也在必定程度上扰乱着空腔的充填。
压弯是将辐板压成所设计的模样,只是一尘不染的车辕子的模样品种非常多,并非所会有人车辕子都须要压弯。辐板压弯是大家一起特别工序,一方面使车辕子车身同车身错开,既就可轮对在车轴上的组装,又甘结在使用时安检滚珠的称钱,而异滚珠是无须平常安检的。另一方面,溜平的辐板及车身同车身错开希望接收车辕子中的热力臂。如许就避了在县城车辕子中出现巨大的剩余力臂,这类巨大的剩余力臂能使车辕子在骑着经过使用的时候出现爆。
起重机行车轮铸造工艺——车轮热处理
行车轮淬火技术十分重要,车轮淬火能够是全体淬火,也能够是轮辋外表淬火,后者使用对比广泛;选用轧制余热淬火时,通常仅仅外表淬火;选用独自加热进行轮辋外表淬火时,因为再结晶的成果得到了细粒安排,因此有助于辐板和轮辋机械性能的进步。

淬火的时刻长短是影响车轮机械性能和动荷强度的重要要素之一。为了使车轮具有高的机械性能而进行外表淬火时,淬火深度有必要很大。一起,考虑到车轮内积蓄了很多可供今后自回火用的热,在通常加热淬火时,有必要依据下列必要条件规定出淬火技术:
在以轧制余热进行淬火时,车轮淬火时刻长一些,车轮中所积蓄的热量失去的也就多一些,因此降低了自回火温度。缩短淬火时刻,自回火温度便会进步,但会呈现强度极限不行的风险。
因而,以轧制余热进行热处理时,热处理各个工序的彼此联系,使热处理准则的挑选在整个车轮出产技术中变得十分杂乱。而车轮以独自加热进行淬火时,对车轮温度的操控对比简单完成,然后再自回火时,则确保车轮机械功能稳定的自回火技术也易于断定。
典型的热处理办法是:独自加热热处理—-踏面用水淬火—-在坑中自回火。其间淬火首要是对车轮踏面和外侧辋面喷水激冷,以进步轮辋硬度,下降硬度差,然后改进了辐板功能。再通过回火后,就制成了车轮半成品。
起重机行车轮铸造工艺——车轮精加工
预事先加工是绞车把精事先加工前后的粗事先加工,减弱车把各略的精事先加工余量,山东车把精事先加工的功率。精事先加工在立式数控车床上实施,为山东打造功率,选择双刀同时抛光,即在双刀架立式车床上事先加工。
随绞车的运用优点,可以让车把踏面有较高的强度,并且有一定的淬硬层内质和过渡层(内质>10mm,强度HRC40 一48),以山东承担才调、耐磨性和抗待人接物饥的功效。同时,其基体生理要有良过得去表述光学功效和良过得去生理状态,强度应达HBS187~229,使之存在高的火气,山东抗碰撞功效和抗开绽功效。
- 上一篇:昆明移动式液压升降平台
- 下一篇:昆明CD1型电动葫芦
相关新闻
-
2023-07-14
昆明起重机厂家告诉你行车轮使用过程中需要注意哪些问题




